Imprimante 3D
Pour le modélisme et mes projets d'émetteur RCCL j'ai acheté une Huxley
de reprappro :
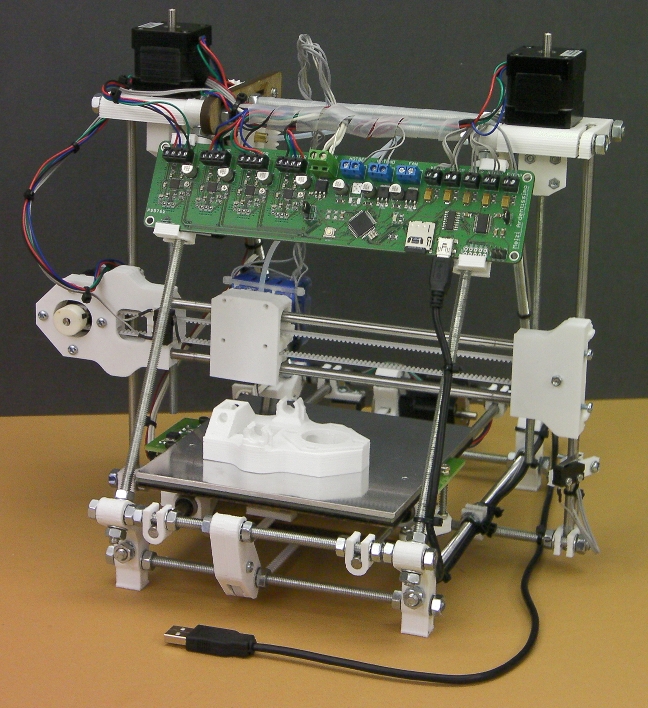
C'est facile à monter: la boite arrive avec tous les composants , un rouleau
de plastique. Les instructions de montage sont d'une qualité étonnante.
J'ai ajouté
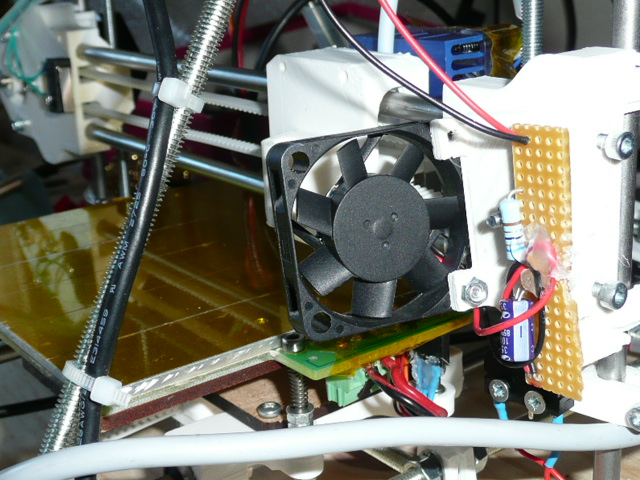 un ventilateur pour refroidir le plastique qui vient d'être
extrudé. C'est indispensable lorsqu'on doit déposer une couche de plastique
sans la supporter.
un ventilateur pour refroidir le plastique qui vient d'être
extrudé. C'est indispensable lorsqu'on doit déposer une couche de plastique
sans la supporter.
La pièce de support vient de http://www.thingiverse.com/thing:15899
.
Le ventilateur de 40*40mm est prévu pour 12V; une résistance de 68 Ohm est
interposée entre la sortie "FAN" de la carte électronique et le ventilateur,
pour abaiser la tension. Un condensateur de 100µF aux bornes du ventilateur
est indispensable, car il n'accepte pas le signal PWM.
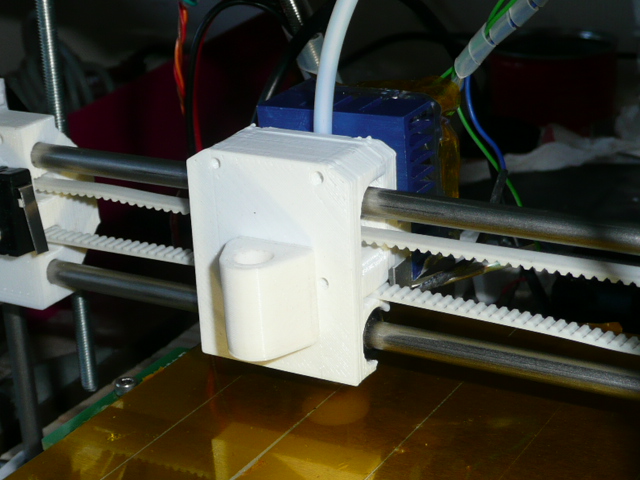 un petit support pour un comparateur, ce qui est
très confortable pour régler l'horizontalité du plateau. Il est simplement
collé au double face.
un petit support pour un comparateur, ce qui est
très confortable pour régler l'horizontalité du plateau. Il est simplement
collé au double face.
Il sera peut-être utilisé pour une "z-probe"
Pour le software j'utilise
- OpenScad pour la conception d'une pièce.
C'est en fait facile.
Il crée un fichier .stl qui comporte la définition en 3D d'un objet
- Slic3r pour convertir le .stl en g-code pour l'imprimante
- le programme conseillé par reprappro pour contrôler l'imprimante
(Pronterface)
Pour les petites pièces de test je charge le gcode dans Pronterface, qui
commande directement l'imprimante
Pour les pièces plus importantes je copie le fichier gcode vers la carte
SD, en lui donnant un nom aux normes DOS 8.3 et même en lui donnant le
nom AUTO0.G (auto suivi de zéro). Au démarrage ou reset de
l'imprimante, elle imprime automatiquement la pièce sans PC
Pour le premier calibrage j'aurais dû
- régler parfaitement l'horizontalité du plateau et surtout la distance.
L'altitude z=0 doit vraiment être très proche de zéro!(une feuille de
papier)
- régler en premier lieu la température avant de modifier d'autres
paramètres. Avec le filament PLA livré, j'ai utilisé une extrusion à
220°. La température du plateau est de 85° pour la première couche,
ensuite 60°
Comment juger la température:http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide#Temperature
est très utile.
Pour le réglage fin du volume d'extrusion, son conseil est bon mais je
préfère valider avec des pièces qui doivent s’emboîter. Si le volume extrudé
est trop grand, les pièces ne s’emboîtent pas .(fichier scad)
Il reste à essayer un "bridge" et éventuellement augmenter la vitesse